Client: Poultry Processing Plant
Project Duration: March 2018 – September 2018
Location: Selangor, Malaysia
SOW: Engineering Design, Supply & Install & Operation
B.O.T Period: 10 years
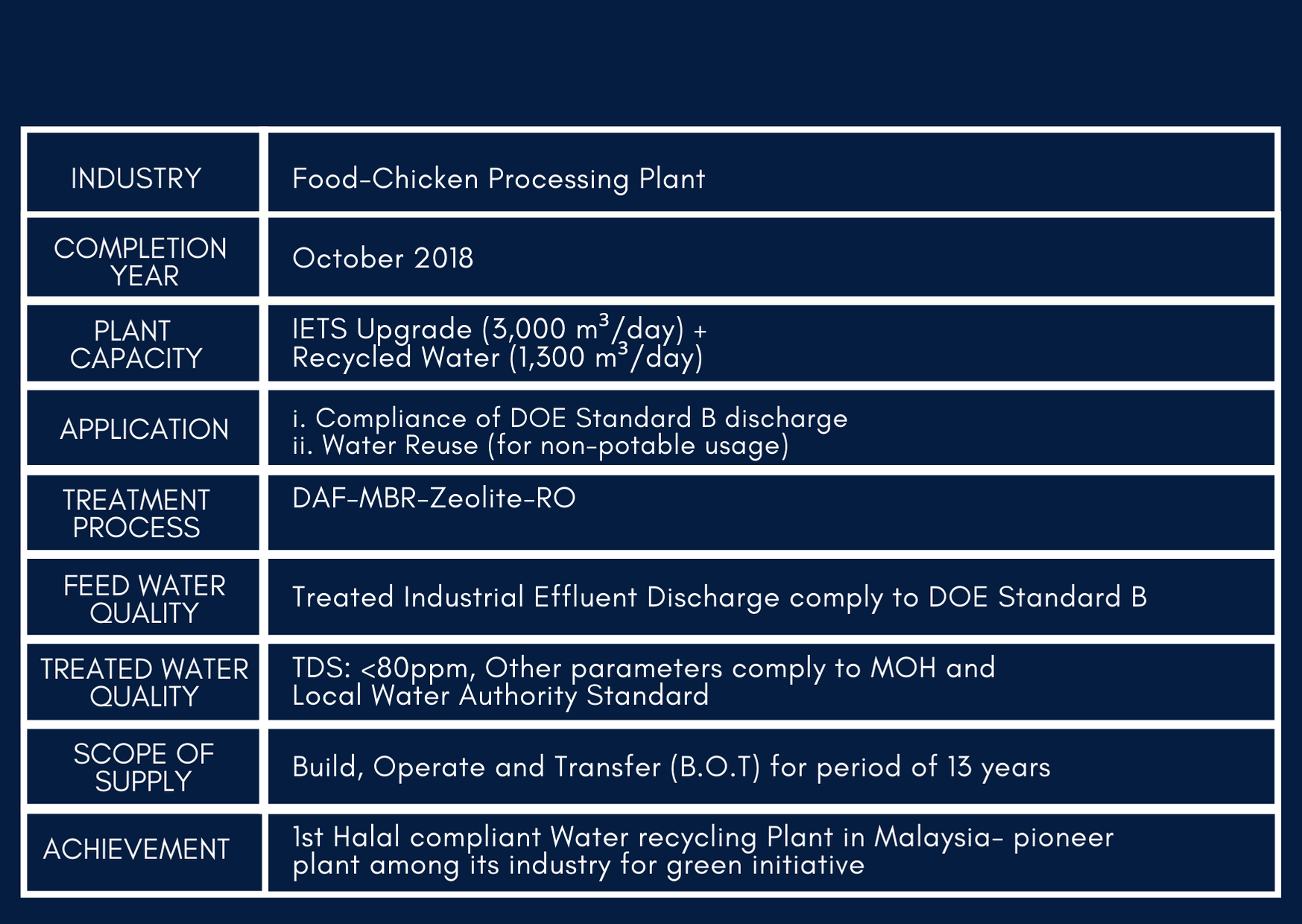
Project intention was to cater to the client production expansion in the near future which allows the Waste Water Treatment Plant to treat up to 3000 m3/day of wastewater generated from the poultry processing plant. While achieving this objective, AIRB also marked their green initiative by installing a Recycling Plant. The recycling plant works by further treating the final effluent from the Waste Water Treatment Plant to be used for non-potable purposes such as floor and truck washing, toilet flushing as well as for gardening the landscape. The green initiative has promoted more sustainable conservation of water while preserving the ecosystem. client is among the pioneer poultry plant in Malaysia doing this kind of project and as the trendsetter to others. By doing this, client is able to reduce up to 25% of the current dependency to the City Water Supply.
 The technology used for the project is using the combination of Ultra-Filtration Membrane with biological wastewater treatment process which is also known as Membrane Bio-reactor (MBR) for the upgrading works, and a polishing system for the Recycling Plant. The ultra-filtration uses membrane application with pore sizes in the range of 0.1 to 0.001 micron which enables the removal of suspended matter, bacteria, and viruses. The system provides clean water, free of pathogens, and low turbidity which has given confidently to the user.
The technology used for the project is using the combination of Ultra-Filtration Membrane with biological wastewater treatment process which is also known as Membrane Bio-reactor (MBR) for the upgrading works, and a polishing system for the Recycling Plant. The ultra-filtration uses membrane application with pore sizes in the range of 0.1 to 0.001 micron which enables the removal of suspended matter, bacteria, and viruses. The system provides clean water, free of pathogens, and low turbidity which has given confidently to the user.
The job to design and installs recycling facilities with capacity of 1,300 m3/day of Membrane BioReactor system come with reverse osmosis facility for the boiler feed water. The capacity of the boiler is 50 tonne/hour. The water specification that needs to be met is resistivity > 10 Mega Ohm and Silica < 500 ppb.